Khảo sát địa hình
Quy trình đo cơ bản với máy toàn đạc điện tử. Vì sao thiết bị tốt vẫn cho kết quả sai?

Th6
Máy toàn đạc điện tử chỉ phát huy hết độ chính xác khi được vận hành đúng quy trình. Thực tế, nhiều sai số không đến từ thiết bị mà xuất phát từ các bước chuẩn bị, thiết lập và đo đạc ngoài hiện trường.
Sai số khi đo toàn đạc: Do máy hay do quy trình?
Một kết quả đo ngoài thực địa luôn là tổng hợp của ba nhóm sai số: Sai số bản thân thiết bị, sai số do con người thao tác, và sai số do điều kiện môi trường.
Về thiết bị, các dòng máy toàn đạc điện tử phổ thông hiện nay có độ chính xác đo góc khoảng 1 đến 5 giây, độ chính xác đo cạnh thường ở mức vài milimet cộng với một phần triệu của chiều dài đo. Đây là những con số rất nhỏ và ổn định nếu máy còn trong hạn hiệu chuẩn.
Về con người: Đặt máy chưa đúng tâm mốc, cân bằng máy chưa chuẩn, ngắm gương lệch, nhập sai chiều cao máy hoặc chiều cao gương, chọn sai hằng số gương, định hướng vào một điểm mốc kém tin cậy. Mỗi lỗi nhỏ này có thể tạo ra sai lệch lớn gấp nhiều lần sai số gốc của máy.
Về môi trường: Gồm nhiệt độ, áp suất, hiện tượng khúc xạ khí quyển, rung nền đất, cũng gây ra sai số nhưng thường nhỏ hơn nếu được hiệu chỉnh thông số đúng.

Máy toàn đạc điện tử chỉ phát huy hết giá trị khi được vận hành đúng.
Phần lớn sai số mà các đội đo gặp phải nằm ở quy trình vận hành chứ không nằm ở thiết bị. Vì thế, nắm chắc quy trình chính là cách rẻ nhất và hiệu quả nhất để nâng độ chính xác.
Máy toàn đạc điện tử vận hành theo nguyên lý nào?
Để sử dụng máy toàn đạc điện tử hiệu quả, kỹ sư cần nắm được nguyên lý hoạt động cơ bản của máy. Khi biết máy tạo ra kết quả đo bằng cách nào, người đo sẽ dễ nhận ra vì sao chỉ một sai sót nhỏ ở bước đầu cũng có thể khiến toàn bộ dữ liệu bị sai.
Về cơ bản, máy toàn đạc điện tử kết hợp ba chức năng trong một thiết bị:
- Đo góc: Máy xác định hướng ngắm theo phương ngang và phương đứng để biết chính xác vị trí của điểm cần đo.
- Đo khoảng cách: Máy phát tia điện từ đến gương phản xạ (hoặc trực tiếp đến bề mặt vật thể ở chế độ không gương), sau đó tính khoảng cách dựa trên tín hiệu phản hồi.
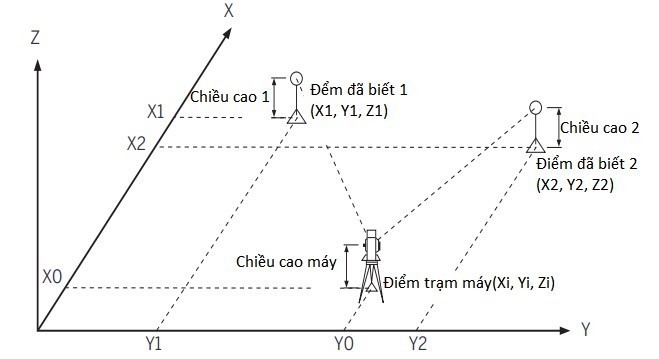
- Tính toán tọa độ: Bộ vi xử lý kết hợp góc đo, khoảng cách đo và tọa độ điểm đặt máy để tự động tính ra tọa độ, cao độ của điểm cần khảo sát.
Có thể hình dung đơn giản: Máy toàn đạc biết mình đang đứng ở đâu, biết đang ngắm theo hướng nào và biết điểm đó cách bao xa, từ đó tính ra chính xác vị trí của điểm cần đo.
Kết quả đo cuối cùng không chỉ phụ thuộc vào chất lượng của thiết bị mà còn phụ thuộc vào toàn bộ dữ liệu đầu vào như tọa độ trạm máy, chiều cao máy, chiều cao gương, hướng định hướng, góc và khoảng cách đo. Nếu một thông số bị nhập sai hoặc thiết lập không chính xác, sai số sẽ lan sang tất cả các điểm đo phía sau. Đó cũng là lý do quy trình đo với máy toàn đạc điện tử luôn phải thực hiện đúng trình tự, thay vì bỏ qua hoặc làm tắt các bước chuẩn bị.
Quy trình đo cơ bản với máy toàn đạc điện tử gồm 5 bước
Một ca đo chuẩn được chia thành năm bước nối tiếp nhau. Dưới đây là từng bước đo với máy toàn đạc cùng những điểm cần lưu ý để hạn chế sai số:
– Bước 1: Chuẩn bị trước khi đo
Đây là bước nền tảng, làm tốt sẽ loại bỏ phần lớn rủi ro trước khi bạn đặt máy. Công tác chuẩn bị bao gồm:
- Kiểm tra thiết bị: Dung lượng pin và pin dự phòng, dung lượng bộ nhớ, tình trạng ống kính, gương, sào gương và chân máy.
- Hiệu chuẩn cơ bản: Kiểm tra bọt thủy tròn và bọt thủy điện tử, xem nhanh độ chính xác góc và khoảng cách so với giá trị tham chiếu.
- Chuẩn bị số liệu mốc: Xác định rõ tọa độ điểm đặt máy và điểm định hướng, hoặc tập hợp các mốc tọa độ có sẵn tại thực địa và đối chiếu trước với hồ sơ thiết kế.
Hầu hết sai sót nghiêm trọng đều bắt nguồn từ một dữ liệu đầu vào sai hoặc một thiết bị chưa sẵn sàng. Một mốc tọa độ ghi nhầm, một viên pin sắp hết giữa buổi, một bọt thủy lệch – tất cả đều âm thầm phá hỏng kết quả. Chuẩn bị kỹ giúp bạn tránh tới phần lớn các sai sót còn lại trong cả quá trình đo.
– Bước 2: Thiết lập trạm máy
Có nhiều cách dựng trạm máy, tùy theo số liệu mốc bạn đang có: Thiết lập bằng tọa độ điểm đặt máy có sẵn, thiết lập theo góc phương vị, hoặc thiết lập bằng phương pháp giao hội từ hai điểm mốc trở lên khi không thể đặt máy trực tiếp lên mốc.
Dù chọn cách nào, trình tự thiết lập đều gồm ba thao tác:
- Định tâm: Đặt máy đúng tâm mốc bằng dọi quang học hoặc dọi laser.
- Cân bằng máy: Sử dụng kết hợp bọt thủy tròn và bọt thủy dài (bọt thủy điện tử) để đưa trục đứng của máy về đúng phương thẳng đứng.
- Nhập thông tin trạm: Tọa độ điểm đặt máy và chiều cao máy đo từ tâm mốc đến trục quay.
Cách thiết lập trạm máy bằng phương pháp giao hội.
Lưu ý: Định tâm và cân bằng là hai thao tác ảnh hưởng trực tiếp tới mọi điểm đo về sau. Định tâm lệch một vài milimet hay cân bằng chưa chuẩn sẽ tạo ra sai số mang tính hệ thống, lặp lại ở tất cả các điểm.
– Bước 3: Định hướng
Định hướng là bước đưa toàn bộ dữ liệu đo về cùng một hệ quy chiếu thống nhất. Kiểu định hướng phụ thuộc vào cách bạn đã dựng trạm ở bước trước. Thông thường, bạn sẽ ngắm tới một điểm đã biết tọa độ (điểm định hướng), nhập tọa độ hoặc góc phương vị của điểm đó, rồi để máy thiết lập hướng chuẩn làm gốc cho mọi phép đo tiếp theo.
Nếu định hướng sai, mọi điểm đo sau đó tuy vẫn được ghi nhận đầy đủ nhưng đều bị xoay lệch khỏi hệ tọa độ thật. Nguy hiểm hơn, sai số kiểu này thường không lộ ra ngay tại hiện trường mà chỉ phát hiện khi xử lý nội nghiệp, lúc đó coi như mất trắng công đo. Để an toàn, nên định hướng vào điểm mốc tin cậy nhất và kiểm tra lại bằng cách ngắm thử một mốc đã biết khác.
– Bước 4: Tiến hành đo thực địa
Khi trạm máy đã được thiết lập và định hướng chuẩn, việc đo được tiến hành theo mục đích công việc. Có ba hình thức đo phổ biến:
- Đo chi tiết: Ghi tọa độ các điểm địa hình, địa vật, hạng mục công trình để phục vụ lập bản đồ và bản vẽ hoàn công.
- Đo bố trí điểm: Đưa vị trí thiết kế ra ngoài thực địa theo tọa độ và khoảng cách đã tính, phục vụ thi công và định vị công trình.
- Đo khoảng cách và góc: Phục vụ kiểm tra, giám sát biến dạng và nghiệm thu công trình.
Trong suốt quá trình đo, hãy luôn kiểm tra chiều cao gương, loại gương và hằng số gương trước khi ghi nhận số liệu, vì đây là những thông số rất dễ bị bỏ sót. Với những vị trí đòi hỏi độ chính xác cao, nên chờ tín hiệu đo ổn định rồi đo lặp lại để đối chiếu sai số, thay vì tin tuyệt đối vào một lần bấm máy.
– Bước 5: Lưu trữ và kiểm tra dữ liệu
Ngay sau khi đo, hãy lưu dữ liệu vào bộ nhớ máy, kiểm tra nhanh các điểm vừa đo để phát hiện điểm bất thường ngay khi còn ở hiện trường, rồi sao lưu dữ liệu sang ổ nhớ ngoài hoặc phần mềm xử lý.
Một thao tác sao lưu chỉ tốn vài phút, nhưng nếu bỏ qua, bạn có thể đánh mất toàn bộ kết quả của cả buổi đo vì lỗi bộ nhớ, hết pin hay nhầm thao tác. Chi phí để quay lại hiện trường đo lại luôn lớn hơn nhiều so với vài phút lưu và kiểm tra cẩn thận.
Xem thêm: Tìm tâm điểm khối trụ tròn bằng máy toàn đạc điện tử
Chọn gương và phụ kiện ảnh hưởng độ chính xác thế nào?
Nhiều người mới thường chỉ chú ý đến thân máy mà quên rằng gương và phụ kiện đi kèm cũng trực tiếp tạo ra sai số. Trong đó, hằng số gương là thông số dễ gây nhầm lẫn nhất. Mỗi loại gương có một hằng số riêng (thường gặp là 0 milimet hoặc âm 30 milimet), phản ánh độ lệch giữa tâm quang học và tâm hình học của gương. Nếu nhập sai hằng số gương, mọi khoảng cách đo được sẽ lệch đi một lượng cố định, lặp lại đều đặn ở tất cả các điểm và rất khó nhận ra nếu không kiểm tra.
Tương tự, việc dùng lẫn lộn nhiều loại gương khác nhau trong cùng một buổi đo mà không cập nhật lại hằng số tương ứng cũng sẽ làm sai số chồng lên nhau. Sào gương cũng cần được quan tâm: Bọt thủy trên sào phải còn chuẩn, sào phải được giữ thẳng đứng khi đo, bởi sào nghiêng vài độ là đủ để dịch chuyển điểm đo trên mặt đất. Với chế độ đo không gương, cần lưu ý bề mặt phản xạ và khoảng cách giới hạn để tránh tín hiệu yếu gây nhiễu kết quả.
Độ chính xác của một phép đo không chỉ phụ thuộc vào thân máy mà là kết quả của cả một hệ thống: Máy, gương, sào và thao tác của người cầm gương. Chuẩn hóa và kiểm tra toàn bộ hệ thống này trước khi đo là điều kiện cần để có số liệu đáng tin.
Đo lặp và kiểm tra chéo lúc nào là đủ?
Không phải phép đo nào cũng cần độ chính xác như nhau, và đo càng kỹ thì càng tốn thời gian. Vì vậy, biết khi nào cần đo lặp và kiểm tra chéo, khi nào không, là một kỹ năng giúp cân bằng giữa chất lượng và năng suất.
Nguyên tắc chung là gắn mức độ kiểm tra với mức độ quan trọng của công việc. Với các điểm địa hình thông thường phục vụ lập bản đồ tỉ lệ nhỏ, một lần đo ổn định là đủ. Nhưng với các điểm khống chế, điểm bố trí công trình hay điểm quan trắc biến dạng, nên đo ở cả hai vị trí bàn độ và lấy trung bình để khử bớt sai số hệ thống của máy toàn đạc điện tử, đồng thời đo lặp để so sánh độ ổn định giữa các lần.

Đo lặp và kiểm tra chéo là bước quan trọng khi đo với máy toàn đạc điện tử.
Sau khi định hướng xong, hãy ngắm thử một mốc đã biết tọa độ và so sánh giá trị máy tính ra với giá trị thật; trong quá trình đo, thỉnh thoảng quay lại đo một điểm đã đo trước đó để kiểm tra sự nhất quán. Khi chênh lệch vượt quá dung sai cho phép của loại công việc, cần dừng lại tìm nguyên nhân thay vì tiếp tục đo. Cách làm này giúp phát hiện lỗi ngay tại hiện trường, lúc còn sửa được, thay vì để lộ ra khi đã về văn phòng.
6 sai lầm khiến số đo “trật khung”
Nhận diện sớm 6 lỗi dưới đây sẽ giúp bạn chủ động phòng tránh sai số khi đo với máy toàn đạc điện tử:
- Bỏ qua hiệu chuẩn và kiểm tra bọt thủy trước khi đo, khiến máy làm việc với trục đứng chưa thật chuẩn ngay từ đầu.
- Nhập sai hằng số gương hoặc dùng lẫn nhiều loại gương, tạo ra sai lệch khoảng cách mang tính hệ thống.
- Định tâm và cân bằng vội vàng, để tiết kiệm thời gian nhưng lại sinh sai số lặp ở mọi điểm đo.
- Định hướng vào một mốc kém tin cậy hoặc nhập nhầm tọa độ điểm định hướng, làm toàn bộ dữ liệu bị xoay lệch.
- Không đo kiểm tra chéo, dẫn tới việc lỗi chỉ bị phát hiện khi xử lý nội nghiệp, lúc đã quá muộn.
- Không sao lưu dữ liệu ngay sau khi đo, để rủi ro mất toàn bộ kết quả vì lỗi thiết bị hay thao tác.
Bí quyết người làm nghề: Đo nhanh mà vẫn chuẩn
Những kỹ sư sử dụng máy toàn đạc lâu năm thường dựa vào 3 thói quen dưới đây để “đo nhanh mà vẫn chuẩn”:
- Tận dụng tối đa các tính năng tự động của máy toàn đạc điện tử: Đo và ghi liên tục, tự động bám gương, gợi ý điểm bố trí theo thiết kế. Càng giảm thao tác thủ công thì càng giảm sai số do con người.
- Duy trì việc đo kiểm tra chéo như một phản xạ, đặc biệt tại các điểm khống chế, để chốt độ tin cậy trước khi đo đại trà.
- Kết hợp chặt với phần mềm xử lý số liệu, để dữ liệu thô từ hiện trường được chuyển thẳng vào quy trình tính toán mà không phải nhập tay lại, vừa nhanh vừa tránh sai sót sao chép.

Được đào tạo bài bản giúp quá trình đo máy toàn đạc điện tử nhanh và chính xác hơn.
Ngoài công cụ, yếu tố con người vẫn mang tính quyết định. Một đội đo được đào tạo bài bản, hiểu rõ vì sao phải làm từng bước, sẽ vận hành nhanh và ít lỗi hơn nhiều so với đội chỉ thao tác theo trí nhớ. Đây cũng là lý do việc chuyển giao công nghệ và hướng dẫn vận hành khi mua máy toàn đạc điện tử mới cũng rất quan trọng.
Khi nào cần hiệu chuẩn lại máy toàn đạc điện tử để đo chính xác?
Dù quy trình đo có chính xác đến đâu, kết quả vẫn có thể sai nếu bản thân máy toàn đạc điện tử đã bị lệch chuẩn. Sau thời gian dài sử dụng, thường xuyên di chuyển giữa các công trình hoặc làm việc trong môi trường khắc nghiệt, các thông số bên trong máy có thể thay đổi mà người dùng rất khó nhận biết bằng mắt thường.
Vì vậy, hiệu chuẩn định kỳ là việc không nên bỏ qua. Tần suất thực hiện thường theo khuyến nghị của nhà sản xuất hoặc quy định của cơ quan quản lý đo lường (thường là 12 tháng/lần). Ngoài ra, người đo cũng nên mang máy toàn đạc điện tử đi kiểm tra ngay trong các trường hợp như:
- Máy bị rơi hoặc va đập mạnh.
- Máy vừa được sửa chữa hoặc thay thế linh kiện.
- Kết quả đo có dấu hiệu bất thường, dù thao tác đã đúng.
- Đo kiểm tra cùng một điểm nhưng kết quả chênh lệch lớn giữa các lần đo hoặc giữa hai vị trí bàn độ.
Việc hiệu chuẩn máy toàn đạc điện tử nên được thực hiện tại đơn vị có đầy đủ thiết bị và năng lực chuyên môn. Sau khi hoàn thành, máy sẽ được cấp giấy chứng nhận hiệu chuẩn, vừa giúp đảm bảo độ tin cậy của số liệu, vừa là căn cứ quan trọng khi nghiệm thu công trình hoặc xử lý các vấn đề liên quan đến chất lượng đo đạc.
Nếu đội của bạn đang gặp tình trạng đo lại nhiều lần hay số liệu thiếu nhất quán, bước tiếp theo nên là rà soát lại quy trình theo năm bước trên, đồng thời kiểm tra xem thiết bị có còn trong hạn hiệu chuẩn hay không. Khi cần chọn thiết bị phù hợp với loại công việc, hoặc cần hiệu chuẩn máy toàn đạc điện tử, hãy làm việc với EKTECH qua HOTLINE 0983 206 789 để được tư vấn đúng nhu cầu thay vì chỉ mua theo cấu hình.
Xem ngay: Máy toàn đạc điện tử 1” và 5”: Khác biệt độ chính xác có thật sự quan trọng?
Bài viết liên quan

Máy định vị vệ tinh GNSS là gì? Vì sao đo được chính xác đến từng centimet?
Máy định vị vệ tinh GNSS là thiết bị sử dụng tín hiệu từ các [...]

Hệ GNSS Base – Rover ngoài thực địa hoạt động ra sao? Quy trình vận hành đầy đủ cho kỹ sư khảo sát
Hệ GNSS Base – Rover cho phép xác định tọa độ ngoài thực địa với [...]

Làm thế nào để triển khai hệ thống GNSS hiệu quả cho dự án? Kinh nghiệm thực tế tại Việt Nam
Hiệu quả của một dự án GNSS không phụ thuộc hoàn toàn vào thiết bị, [...]

[Review] Đánh giá chi tiết 3 dòng máy GPS RTK được thị trường ưa chuộng năm 2026, đâu là lựa chọn tốt?
Trong năm 2026, 3 dòng máy định vị GPS RTK được thị trường đo đạc [...]

Ứng dụng công nghệ GNSS trong ngành xây dựng như thế nào?
GNSS (Global Navigation Satellite System) là hệ thống định vị vệ tinh toàn cầu giúp [...]

Trimble Business Center 2025.20 có gì mới? Ứng dụng
Phiên bản Trimble Business Center 2025.20 tiếp tục mang đến nhiều cải tiến quan trọng, [...]